- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
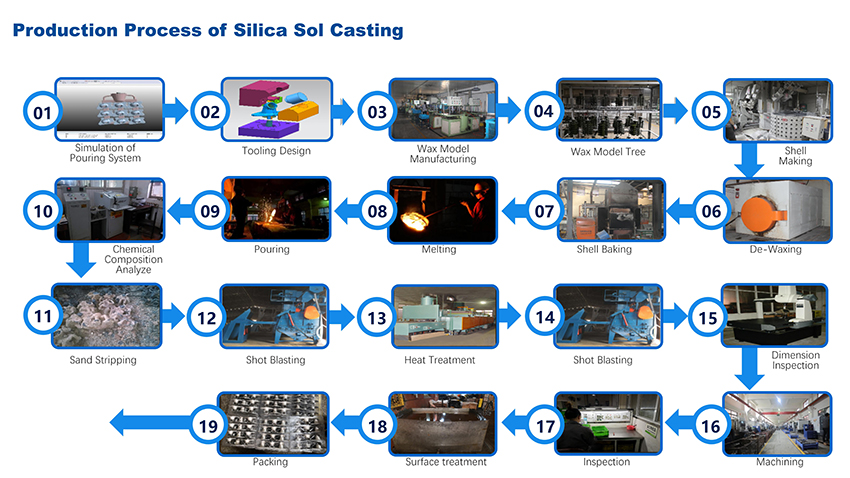
Tiksliojo silicio dioksido liejimo etapai
Operacijos procesasprecizinis silicio dioksido liejimaspristatomas taip:
1. Patikrinkite, ar įranga ir temperatūros reguliavimo prietaisai veikia įprastai.
2. Supilkite seną vaško skystį, susigrąžintą iš vaško šalinimo virdulio į filtro baką ir filtrą; tada nusiųskite į stovintį kibirą 1 ir leiskite pastovėti 6-8 valandas žemesnėje nei 90°C temperatūroje.
3. Pastovėjus ir nuleidus nuosėdas, vaško skystį supilkite į vandens šalinimo kibirą.
4. Išimkite vaško skystį į kibirą, laikykite šiltai 110-120°C ir maišykite, kad išgaruotų likęs vanduo, kol ant vaško skysčio paviršiaus nebeliks putų.
5. Išvalę vandenį filtruokite vaško skystį per <60 akučių akučių, tada įdėkite į statinę <90°C statinę II ir laikykite šiltai ilgiau nei 12 valandų.
6. Vandens likučius ir nešvarumus kiekvieno vandens šalinimo kibiro ir stovinčio kibiro apačioje reikia reguliariai nusausinti.
7. Perdirbtą vaško skystį, apdorotą statinėje statinėje II, nusiųskite į medžiagos vamzdžių vaško presavimo mašinos izoliacinį vamzdelį, kuris bus naudojamas kaip pagrindinis gaminio vamzdelis (bėgiklis).
8. Atsižvelgiant į senos vaško medžiagos našumą ir vaško suvartojimo situaciją, į statinę statinę II retkarčiais pilamas naujas vaškas, skirtas aukštos kokybės geležinkelių liejiniams, paprastai apie 3–5%.
Silicio dioksido precizinio liejimo dydis nėra labai didelis, o tikslumo reikalavimai nėra labai aukšti. Tačiau aliuminio rėmo alavo-bismuto naudojimo metu galima naudoti kaip formą, o šios formos svoris yra gana sunkus. Pagrindinė priežastis yra ta, kad jame yra bismuto. .
Silicio dioksido precizinio liejimo komplekso formų gamybos laikas yra trumpesnis, todėl tam tikru mastu sutaupoma gamybos sąnaudų. Sudėtingiems plonasieniams liejiniams, siekiant efektyviai pagerinti gaminio korpuso pralaidumą orui, kur įmanoma, galima įrengti vėdinimo angas.
Silicio dioksido liejimo apdorojimasgali pagrįstai nustatyti išpylimo sistemą, kuri gali veiksmingai užkirsti kelią pilamo oro įtraukimui iki tam tikro lygio, o tai yra palankesnė oro išleidimui į pelėsių ertmę. Gamybos proceso metu galima atitinkamai padidinti pylimo temperatūrą, kad būtų sumažintas išpilstymo pakuotės dydis. Atstumas tarp purkštuko ir išpylimo puodelio.