- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



Silica Sol investicinis liejimas
Silica Sol investicinis liejimas
Silica Sol investicinis liejimasyra investicijų atliejimo forma. Procesas yra labai panašus, išskyrus tai, kad investicinė forma yra pagaminta iš silicio dioksido, cirkonio smėlio, sumaišyto su ugniai atspariais milteliais. Silicio dioksido cirkonio smėlis yra išskirtinai smulkiagrūdis (10-20 mikronų) ir formuojant formą gali būti maišomas į labai mažo klampumo suspensiją. Rezultatas yra liejimo metodas, užtikrinantis tikslius matmenis ir puikią liejimo paviršiaus apdailą. Svarbiausia, kad silicio dioksido cirkonio forma gali atlaikyti iki 2000°C temperatūrą, todėl jos labai naudingos liejant aukštos temperatūros legiruotą plieną ir nerūdijantį plieną.
Kodėl naudotiSilica Sol investicinis liejimas?
Privalumai išinvesticinis silicio dioksido liejimas:
â Puikus universalumas; tinka daugumai metalų lieti.
â Leidžia gaminti labai sudėtingus liejinius su plonomis sienelėmis.
â Lygus paviršius gali būti apdailintas be atskyrimo linijos, todėl apdirbimas ir apdaila sumažėja arba visai nebereikia.
â Leidžia vietoje tiksliai išlieti neapdirbamas dalis.
â Puikus matmenų tikslumasSilica Sol Process1.Pagaminamas metalinis štampas, kurio įspūdis yra toks, koks reikalaujama galutinėje formoje.
2.Išlydytas vaškas įpurškiamas į metalinį štampą, kad būtų sukurtas raštas, leidžiama sustingti ir tada pašalinamas. Kai kurie sudėtingi vaško raštai gaminami sujungiant kelis atskirus raštus klijais.
3. Tada vaškai surenkami ant vaško medžio, ant medžio galima dėti daug dalių, priklausomai nuo dydžio, įprasta, kad komponentai sveria nuo 0,1 kg iki 50 kg.
4. Tada medis panardinamas į silicio dioksido zolio cirkonio suspensiją, kad padengtų vašką, suspensija yra ypač smulki ir mažo klampumo, todėl gaunamas puikus liejimo paviršiaus apdaila. Srutos padengiamos ugniai atsparia medžiaga ir procesas kartojamas keletą kartų, kol aplink vaško raštą susidaro apvalkalas.
5. Džiovinimo procesas yra labai svarbus. Apvalkalams turi būti leista natūraliai išdžiūti pastovioje temperatūroje, kad silikazolio geliai ir ugniai atsparios dalelės susijungtų, todėl gaunama tvirta, aukštos kokybės apvalkalo forma. Vaško medžiai dedami į maždaug 200 laipsnių orkaites, kad išsilydytų vaškas.
6.Pašalinus visą vašką, medžiai įkaitinami iki daugiau nei 1000 laipsnių, kad būtų baigtas paruošimas liejimui.
7. Tada metalas pilamas į karštą formą, kuri leidžia lydiniui pasiekti ploniausias formos dalis, kol ji nesustingsta.
Kodėl naudotiSilica Sol investicinis liejimas?
Privalumai išinvesticinis silicio dioksido liejimas:
â Puikus universalumas; tinka daugumai metalų lieti.
â Leidžia gaminti labai sudėtingus liejinius su plonomis sienelėmis.
â Lygus paviršius gali būti apdailintas be atskyrimo linijos, todėl apdirbimas ir apdaila sumažėja arba visai nebereikia.
â Leidžia vietoje tiksliai išlieti neapdirbamas dalis.
â Puikus matmenų tikslumasSilica Sol Process1.Pagaminamas metalinis štampas, kurio įspūdis yra toks, koks reikalaujama galutinėje formoje.
2.Išlydytas vaškas įpurškiamas į metalinį štampą, kad būtų sukurtas raštas, leidžiama sustingti ir tada pašalinamas. Kai kurie sudėtingi vaško raštai gaminami sujungiant kelis atskirus raštus klijais.
3. Tada vaškai surenkami ant vaško medžio, ant medžio galima dėti daug dalių, priklausomai nuo dydžio, įprasta, kad komponentai sveria nuo 0,1 kg iki 50 kg.
4. Tada medis panardinamas į silicio dioksido zolio cirkonio suspensiją, kad padengtų vašką, suspensija yra ypač smulki ir mažo klampumo, todėl gaunamas puikus liejimo paviršiaus apdaila. Srutos padengiamos ugniai atsparia medžiaga ir procesas kartojamas keletą kartų, kol aplink vaško raštą susidaro apvalkalas.
5. Džiovinimo procesas yra labai svarbus. Apvalkalams turi būti leista natūraliai išdžiūti pastovioje temperatūroje, kad silikazolio geliai ir ugniai atsparios dalelės susijungtų, todėl gaunama tvirta, aukštos kokybės apvalkalo forma. Vaško medžiai dedami į maždaug 200 laipsnių orkaites, kad išsilydytų vaškas.
6.Pašalinus visą vašką, medžiai įkaitinami iki daugiau nei 1000 laipsnių, kad būtų baigtas paruošimas liejimui.
7. Tada metalas pilamas į karštą formą, kuri leidžia lydiniui pasiekti ploniausias formos dalis, kol ji nesustingsta.
Pamestas putų liejimas
Pamestas putų liejimas
Prarastas putų liejimasyra garavimo modelio liejimo tipas. Šis metodas yra gana panašus į investicinį liejimą, kai rašto kūrimo procese naudojamas vaškas, o ne putos.
Putplasčio raštas pirmą kartą buvo panaudotas metalo apdirbime 1958 m. Nors ši liejimo forma nėra tokia populiari kaip kiti metodai, tokie kaip liejimas smėlio formomis ar nuolatinis liejimas, jis išlaiko išskirtinius pranašumus, ypač liejant sudėtingas ir tikslias formas.
Skirtingai nuo tradicinių metodų, kurie apima rašto pašalinimo procesą prieš liejimą ir reikalauja meistriškumo rašto pašalinimo etape, atsižvelgiant į prarastų putų metodą, raštas išgaruoja, kai pilamas išlydytas metalas, kad būtų sumažintos šios problemos.
Theprarastas putplasčio liejimasprocesas

Prarastas putplasčio procesas
Prarasta putų liejimo technologija apėmė 5 etapus: modelio projektavimas; izoliacijos dažymas; rašto įdėjimas į smėlio kolbą; išpilti išlydytą metalą; ir liejinių rinkimas.
Kaip susidaro prarastas putplasčio raštas?
Pirma, iš polistireninio putplasčio sukurtas raštas. Šio tipo putplastis atlieka svarbų vaidmenį šiame liejimo būdu. Tai geras šilumos izoliatorius ir atsparumas cheminėms medžiagoms, leidžiantis normaliai dirbti esant žemesnei nei 75 â temperatūrai.
Atsižvelgiant į gaminio sudėtingumą ir detales, putplasčio raštas gali būti pagamintas įvairiais būdais.
Modelio kūrimas prarasto putplasčio procesui
Labai detaliems liejimo raštams putplasčio raštas yra iš dalies pagamintas ir suklijuotas. Dėl nedidelio tūrio liejyklos dažnai gamina raštus rankomis arba iš vientiso putplasčio bloko. Jei modelis pakankamai paprastas, galima naudoti karšto vielos putplasčio pjaustytuvą.
Jei tūris yra didelis, modelis gali būti gaminamas masiškai, naudojant procesą, panašų į liejimą įpurškiant.
Polistireno karoliukai įpurškiami į iš anksto pašildytą aliuminio formą esant žemam slėgiui. Po to naudojami garai, vedantys į polistireną, kuris labiau plečiasi, užpildydamas tuščią ertmę ir suformuodamas raštą arba atkarpą. Galutinis raštas yra maždaug 97,5% oro ir 2,5% polistirolo.
Liejimo procesas
Suformavus raštą, jis padengiamas izoliaciniais dažais, dedamas į kolbą, apgaubiamas nesurištu smėliu ir sutankinamas.
raštas padengtas izoliaciniais dažais prarastų putų procese
Dengiamieji dažai padidina pelėsio paviršiaus ilgaamžiškumą, apsaugo nuo erozijos ir lūžimo. Tuo tarpu kolba yra pritaikyta šiam metodui, kad, pilant išlydytą metalą į formą, degant putoms susidariusios dujos būtų visiškai pašalintos.
Supylus išlydytą metalą į putplasčio raštą, putplasčio raštas išdeginamas ir formuojamas liejinys.
Lietam plieno gaminiui taikomas prarasto putplasčio metodas
Putplasčio raštas pirmą kartą buvo panaudotas metalo apdirbime 1958 m. Nors ši liejimo forma nėra tokia populiari kaip kiti metodai, tokie kaip liejimas smėlio formomis ar nuolatinis liejimas, jis išlaiko išskirtinius pranašumus, ypač liejant sudėtingas ir tikslias formas.
Skirtingai nuo tradicinių metodų, kurie apima rašto pašalinimo procesą prieš liejimą ir reikalauja meistriškumo rašto pašalinimo etape, atsižvelgiant į prarastų putų metodą, raštas išgaruoja, kai pilamas išlydytas metalas, kad būtų sumažintos šios problemos.
Theprarastas putplasčio liejimasprocesas
Prarastas putplasčio procesas
Prarasta putų liejimo technologija apėmė 5 etapus: modelio projektavimas; izoliacijos dažymas; rašto įdėjimas į smėlio kolbą; išpilti išlydytą metalą; ir liejinių rinkimas.
Kaip susidaro prarastas putplasčio raštas?
Pirma, iš polistireninio putplasčio sukurtas raštas. Šio tipo putplastis atlieka svarbų vaidmenį šiame liejimo būdu. Tai geras šilumos izoliatorius ir atsparumas cheminėms medžiagoms, leidžiantis normaliai dirbti esant žemesnei nei 75 â temperatūrai.
Atsižvelgiant į gaminio sudėtingumą ir detales, putplasčio raštas gali būti pagamintas įvairiais būdais.
Modelio kūrimas prarasto putplasčio procesui
Labai detaliems liejimo raštams putplasčio raštas yra iš dalies pagamintas ir suklijuotas. Dėl nedidelio tūrio liejyklos dažnai gamina raštus rankomis arba iš vientiso putplasčio bloko. Jei modelis pakankamai paprastas, galima naudoti karšto vielos putplasčio pjaustytuvą.
Jei tūris yra didelis, modelis gali būti gaminamas masiškai, naudojant procesą, panašų į liejimą įpurškiant.
Polistireno karoliukai įpurškiami į iš anksto pašildytą aliuminio formą esant žemam slėgiui. Po to naudojami garai, vedantys į polistireną, kuris labiau plečiasi, užpildydamas tuščią ertmę ir suformuodamas raštą arba atkarpą. Galutinis raštas yra maždaug 97,5% oro ir 2,5% polistirolo.
Liejimo procesas
Suformavus raštą, jis padengiamas izoliaciniais dažais, dedamas į kolbą, apgaubiamas nesurištu smėliu ir sutankinamas.
raštas padengtas izoliaciniais dažais prarastų putų procese
Dengiamieji dažai padidina pelėsio paviršiaus ilgaamžiškumą, apsaugo nuo erozijos ir lūžimo. Tuo tarpu kolba yra pritaikyta šiam metodui, kad, pilant išlydytą metalą į formą, degant putoms susidariusios dujos būtų visiškai pašalintos.
Supylus išlydytą metalą į putplasčio raštą, putplasčio raštas išdeginamas ir formuojamas liejinys.
Lietam plieno gaminiui taikomas prarasto putplasčio metodas
Shell formų liejimas
Shell formų liejimas
Liejimas iš apvalkalo formosingyra metalo liejimo procesas, panašus į liejimą smėliu, kai išlydytas metalas pilamas į išnaudojamą formą. Tačiau liejant iš apvalkalo formos, forma yra plonasienis apvalkalas, sukurtas užtepus smėlio ir dervos mišinį aplink raštą. Raštas, norimos dalies formos metalinis gabalas, pakartotinai naudojamas formuojant kelias apvalkalo formas. Daugkartinio naudojimo raštas leidžia pagaminti didesnį gamybos greitį, o vienkartinės formos leidžia išlieti sudėtingas geometrijas. Liejant iš apvalkalo formos reikia naudoti metalinį raštą, orkaitę, smėlio-dervos mišinį, išmetimo dėžę ir išlydytą metalą.
Liejimas iš apvalkalo formosleidžia naudoti tiek juoduosius, tiek spalvotuosius metalus, dažniausiai naudojamas ketus, anglinis plienas, legiruotasis plienas, nerūdijantis plienas, aliuminio lydiniai ir vario lydiniai. Įprastos dalys yra nuo mažo iki vidutinio dydžio ir reikalauja didelio tikslumo, pavyzdžiui, pavarų korpusai, cilindrų galvutės, švaistikliai ir svirties svirties.
Thekevalų liejimasprocesas susideda iš šių žingsnių:
1.Rašto kūrimas – Dviejų dalių metalinis raštas sukuriamas norimos detalės forma, paprastai iš geležies arba plieno. Kartais naudojamos kitos medžiagos, pavyzdžiui, aliuminis mažos apimties gamybai arba grafitas reaktyvioms medžiagoms lieti.
2. Formos kūrimas – Pirmiausia kiekviena rašto pusė įkaitinama iki 175–370°C (350–700°F) ir padengiama tepalu, kad būtų lengviau pašalinti. Tada šildomas raštas prispaudžiamas prie sąvartyno, kuriame yra smėlio ir dervos rišiklio mišinys. Išmetimo dėžė yra apversta, todėl šis smėlio ir dervos mišinys padengia raštą. Kaitinamas raštas iš dalies sukietina mišinį, kuris dabar sudaro apvalkalą aplink raštą. Kiekviena rašto pusė ir aplinkinis apvalkalas iki galo išdžiovinami orkaitėje, o tada apvalkalas išstumiamas iš rašto.
3. Formos surinkimas – dvi korpuso pusės sujungiamos ir tvirtai suspaudžiamos, kad susidarytų visa apvalkalo forma. Jei reikia kokių nors šerdžių, jos įdedamos prieš uždarant formą. Tada apvalkalo forma dedama į kolbą ir palaikoma pagrindine medžiaga.
4. Pilimas – forma tvirtai suspaudžiama, o išlydytas metalas pilamas iš kaušelio į atitvarų sistemą ir užpildo formos ertmę.
5. Aušinimas – užpildžius formą, išlydytam metalui leidžiama atvėsti ir sukietėti iki galutinio liejimo formos.
6.Lietinio nuėmimas – atvėsus išlydytam metalui, galima sulaužyti formą ir nuimti liejinį. Norint pašalinti metalo perteklių iš tiekimo sistemos ir smėlį iš formos, reikia apipjaustyti ir išvalyti.


Liejimas iš apvalkalo formosleidžia naudoti tiek juoduosius, tiek spalvotuosius metalus, dažniausiai naudojamas ketus, anglinis plienas, legiruotasis plienas, nerūdijantis plienas, aliuminio lydiniai ir vario lydiniai. Įprastos dalys yra nuo mažo iki vidutinio dydžio ir reikalauja didelio tikslumo, pavyzdžiui, pavarų korpusai, cilindrų galvutės, švaistikliai ir svirties svirties.
Thekevalų liejimasprocesas susideda iš šių žingsnių:
1.Rašto kūrimas – Dviejų dalių metalinis raštas sukuriamas norimos detalės forma, paprastai iš geležies arba plieno. Kartais naudojamos kitos medžiagos, pavyzdžiui, aliuminis mažos apimties gamybai arba grafitas reaktyvioms medžiagoms lieti.
2. Formos kūrimas – Pirmiausia kiekviena rašto pusė įkaitinama iki 175–370°C (350–700°F) ir padengiama tepalu, kad būtų lengviau pašalinti. Tada šildomas raštas prispaudžiamas prie sąvartyno, kuriame yra smėlio ir dervos rišiklio mišinys. Išmetimo dėžė yra apversta, todėl šis smėlio ir dervos mišinys padengia raštą. Kaitinamas raštas iš dalies sukietina mišinį, kuris dabar sudaro apvalkalą aplink raštą. Kiekviena rašto pusė ir aplinkinis apvalkalas iki galo išdžiovinami orkaitėje, o tada apvalkalas išstumiamas iš rašto.
3. Formos surinkimas – dvi korpuso pusės sujungiamos ir tvirtai suspaudžiamos, kad susidarytų visa apvalkalo forma. Jei reikia kokių nors šerdžių, jos įdedamos prieš uždarant formą. Tada apvalkalo forma dedama į kolbą ir palaikoma pagrindine medžiaga.
4. Pilimas – forma tvirtai suspaudžiama, o išlydytas metalas pilamas iš kaušelio į atitvarų sistemą ir užpildo formos ertmę.
5. Aušinimas – užpildžius formą, išlydytam metalui leidžiama atvėsti ir sukietėti iki galutinio liejimo formos.
6.Lietinio nuėmimas – atvėsus išlydytam metalui, galima sulaužyti formą ir nuimti liejinį. Norint pašalinti metalo perteklių iš tiekimo sistemos ir smėlį iš formos, reikia apipjaustyti ir išvalyti.
Vandens stiklo investicinis liejimas
Vandens stiklo investicinis liejimas
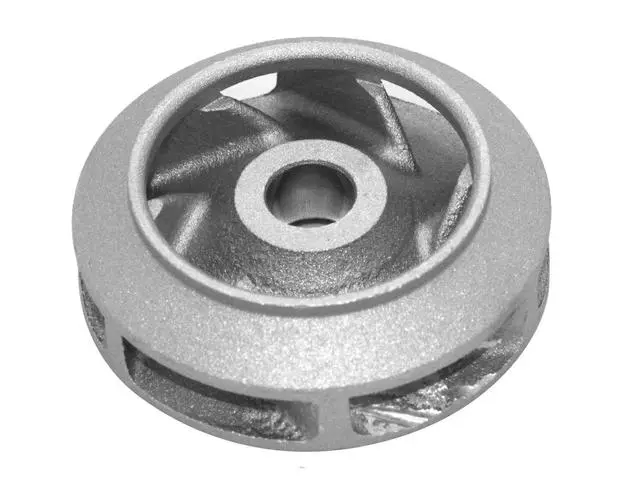
Vandens stiklas Investicinis liejimasyra labai panašus į investicinį liejimą (t. y. prarasto vaško metodą), tačiau ypač tinka didesniems liejiniams ir yra pigesnis gaminti. Procesas suteikia daug geresnę paviršiaus apdailą ir matmenų tikslumą, nei pasiekiama liejant smėlį, todėl galima pasiekti sudėtingesnių formų. Be plieno, šiuo metodu galima išlieti alternatyvias medžiagas, tokias kaip geležis ir SG geležis.
Skirtumas tarp prarasto vaško metodo ir vandens stiklo liejimo yra tiesiog vaško pašalinimas iš keraminės formos:
· Investicinio liejimo metu vaškui ištirpdyti naudojami aukštos temperatūros autoklavai, tuo tarpu:
· Vandens stiklo liejimo metu formos panardinamos į karštą vandenį, kad pašalintų vašką. Tada vaškas ištirpsta nuo formų ir plūduriuoja vandens paviršiuje. Tai leidžia jį nugriebti ir pakartotinai panaudoti vaško gamybai.
Akivaizdu, kad tai taip pat suteikia naudos aplinkai, o vaškas yra visiškai perdirbamas.
Lester-cast gali pasiūlyti vandens stiklą per savo partnerę Kinijoje, kuri turi didelę patirtį gaminant komponentus naudojant šį procesą.
Apibendrinant galima pasakyti, kad vandens stiklo procesas siūlo:
· Geresnė paviršiaus apdaila nei liejant smėliu.
· Didesnis matmenų tikslumas nei liejant smėliu.
· Pasiekite sudėtingesnes dalis.
· Didesnės dalys nei tradicinis investicinis liejimo būdas.
· Pigiau nei investicinis liejimas.
· Didesnis metalų pasirinkimas.
· Aplinkosauginiai privalumai.
Vandens stiklo liejimas yra vienas iš investicinio liejimo procesų, kai į liejimo medžiagas proporcingai įpilamas vandens stiklas, o po to maišomas ir maišomas 6–8 minutes, tada sumalamas į natrio silikatu surištą smėlį. Tada smėlis supilamas į formų dėžes, į kurias buvo daug įpūstas CO2. CO2 pradeda cheminę reakciją su vandens stiklu iš silikagelio, kuris sukietina natrio silikatu surištą smėlį.
Kodėl verta rinktis vandens stiklo liejimą savo pritaikytoms dalims?
Vandens stiklo liejimo dalys yra ekonomiškiausias liejimo procesas su trumpais apvalkalų gamybos ciklais, kurie padeda sumažinti išlaidas.
Lyginant su silicio dioksido liejimo dalimis, vandens stiklo liejimo komponentai yra didelio paviršiaus šiurkštumo ir mažo matmenų tikslumo.
Investicinio vandens stiklo liejinių dalių paviršiaus kokybė yra prasta, todėl ji daugiausia naudojama anglinio plieno ir mažai legiruoto plieno liejiniams. Tikslus silicio dioksido liejimas daugiausia naudojamas labai legiruoto plieno ir nerūdijančio plieno gaminiams.
Taikymas: Kinijos vandens stiklo liejiniai yra plačiai naudojami visose mašinose, tokiose kaip automobilių liejiniai, inžinerinių mašinų liejiniai, žemės ūkio liejimo dalys, variklių liejimo komponentai, liftų liejimo dalys, kasybos dalys, žemės darbų mašinų liejimo komponentai, statybinių mašinų liejimo dalys, jūrų ir laivų liejimas, siurblių jungiamosios detalės, hidraulinių cilindrų liejiniai, vožtuvų liejimo atsarginės dalys ir įvairūs metalo liejiniai.
Skirtumas tarp prarasto vaško metodo ir vandens stiklo liejimo yra tiesiog vaško pašalinimas iš keraminės formos:
· Investicinio liejimo metu vaškui ištirpdyti naudojami aukštos temperatūros autoklavai, tuo tarpu:
· Vandens stiklo liejimo metu formos panardinamos į karštą vandenį, kad pašalintų vašką. Tada vaškas ištirpsta nuo formų ir plūduriuoja vandens paviršiuje. Tai leidžia jį nugriebti ir pakartotinai panaudoti vaško gamybai.
Akivaizdu, kad tai taip pat suteikia naudos aplinkai, o vaškas yra visiškai perdirbamas.
Lester-cast gali pasiūlyti vandens stiklą per savo partnerę Kinijoje, kuri turi didelę patirtį gaminant komponentus naudojant šį procesą.
Apibendrinant galima pasakyti, kad vandens stiklo procesas siūlo:
· Geresnė paviršiaus apdaila nei liejant smėliu.
· Didesnis matmenų tikslumas nei liejant smėliu.
· Pasiekite sudėtingesnes dalis.
· Didesnės dalys nei tradicinis investicinis liejimo būdas.
· Pigiau nei investicinis liejimas.
· Didesnis metalų pasirinkimas.
· Aplinkosauginiai privalumai.
Vandens stiklo liejimas yra vienas iš investicinio liejimo procesų, kai į liejimo medžiagas proporcingai įpilamas vandens stiklas, o po to maišomas ir maišomas 6–8 minutes, tada sumalamas į natrio silikatu surištą smėlį. Tada smėlis supilamas į formų dėžes, į kurias buvo daug įpūstas CO2. CO2 pradeda cheminę reakciją su vandens stiklu iš silikagelio, kuris sukietina natrio silikatu surištą smėlį.
Kodėl verta rinktis vandens stiklo liejimą savo pritaikytoms dalims?
Vandens stiklo liejimo dalys yra ekonomiškiausias liejimo procesas su trumpais apvalkalų gamybos ciklais, kurie padeda sumažinti išlaidas.
Lyginant su silicio dioksido liejimo dalimis, vandens stiklo liejimo komponentai yra didelio paviršiaus šiurkštumo ir mažo matmenų tikslumo.
Investicinio vandens stiklo liejinių dalių paviršiaus kokybė yra prasta, todėl ji daugiausia naudojama anglinio plieno ir mažai legiruoto plieno liejiniams. Tikslus silicio dioksido liejimas daugiausia naudojamas labai legiruoto plieno ir nerūdijančio plieno gaminiams.
Taikymas: Kinijos vandens stiklo liejiniai yra plačiai naudojami visose mašinose, tokiose kaip automobilių liejiniai, inžinerinių mašinų liejiniai, žemės ūkio liejimo dalys, variklių liejimo komponentai, liftų liejimo dalys, kasybos dalys, žemės darbų mašinų liejimo komponentai, statybinių mašinų liejimo dalys, jūrų ir laivų liejimas, siurblių jungiamosios detalės, hidraulinių cilindrų liejiniai, vožtuvų liejimo atsarginės dalys ir įvairūs metalo liejiniai.
Teminiai produktai
Legiruotojo plieno silicio dioksido Sol Investicinis automobilių liejimas
Legiruotojo plieno silicio dioksido soli investiciniai liejimo buferiai
Silica Sol investicinis liejimas nerūdijančio plieno liejimo formos
Nerūdijančio plieno liejimo formos Silicio dioksidas Sol investicinis liejimas
Nerūdijančio plieno silicio dioksido solo investicinis liejimas ašies įvorei
Kaliojo ketaus silicio dioksido Sol Investicinis liejinys automobilio stabdžiams
Investicinis liejimas iš nerūdijančio plieno silicio dioksido
Anglies plieno silicio dioksido liejimas, skirtas mechaniškai sujungtoms dalims








Apie mus
apie
mus
„Ningbo Zhiye Mechanical Components Co., Ltd.“ yra Xiachen pramoninėje zonoje, Chunhu mieste, Fenghua rajone, Ningbo mieste, kuris yra žinomas dėl precizinių liejinių Kinijoje. Ji yra pavaldi Ningbo Huashen grupei, kuriai iš viso priklauso 5 įmonės .Turiu daugiau nei 900 darbuotojų ir metinė produkcijos produkcija yra daugiau nei 3000 tonų. Pagrindiniai verslo diapazonai yraSilica Sol investicinis liejimas, vandens stiklo investicinis liejimas, putplasčio liejimas, liejimas iš apvalkalo formos ir kompozitinis prarasto vaško liejimas. Tai buvo garsus tiksliųjų liejinių tiekimas Kinijoje.

-

KAINA

KAINA
Pateikite jums aukštos kokybės produktus ir pasiūlykite konkurencingiausias kainas.
Išsamiau -

OEM/ODM

OEM/ODM
OEM / ODM užsakymai yra laukiami, mes stengiamės patenkinti visus jūsų poreikius.
Išsamiau -

KOKYBĖ

KOKYBĖ
Dėmesys produkto kokybei, 100% produkto kokybės tikrinimo rodiklis.
Išsamiau -

PRISTATYMAS

PRISTATYMAS
Greita tiekimo grandinės garantijų sistema užtikrina tikslų pristatymo laiką.
Išsamiau -

PASLAUGA

PASLAUGA
Klientai atsako 24 valandas, kad padėtų jums išspręsti bet kokias gaminio problemas.
Išsamiau
Nauji produktai





žinios

Kokios yra tiksliųjų liejinių veikimo charakteristikos?
Maksimalus tikslumo liejinių ilgis yra 700 mm, lengvai pagaminamas ilgis yra mažesnis nei 200 mm, o didžiausias svoris yra apie 100 kg, paprastai mažesnis nei 10 kg.
Skaityti daugiau

Kodėl prarastas putplasčio liejimas yra brangus?
Pamesto putplasčio liejimas, taip pat žinomas kaip garavimo modelio liejimas, yra sudėtingas ir specializuotas liejimo procesas, kurio metu sukuriamas norimos metalinės dalies putplasčio raštas, padengiamas ugniai atsparia medžiaga ir į formą pilamas išlydytas metalas. Nors jis turi keletą privalumų, tokių kaip sudėtingos formos ir smulkios detalės, yra keletas priežasčių, kodėl prarastas putplasčio liejimas gali būti gana brangus:
Skaityti daugiau

Kada naudoti investicinį liejimą automobiliuose
Investicinis liejimas yra universalus gamybos procesas, kuris gali būti naudojamas įvairiose automobilių pramonės srityse. Jis turi keletą privalumų, todėl tinka konkretiems komponentams ir scenarijams. Štai keletas situacijų, kai automobilių sektoriuje dažniausiai naudojamas investicijų atranka:
Skaityti daugiau

Nerūdijančio plieno ir aliuminio palyginimas investicinio liejimo srityje
Nerūdijantis plienas ir aliuminis yra dažniausiai naudojamos medžiagos liejant investicinį liejimą, kuris yra tikslus gamybos procesas, apimantis sudėtingų formų kūrimą pilant išlydytą metalą į keraminę formą. Kiekviena medžiaga turi savo privalumų ir apribojimų investuojant. Štai nerūdijančio plieno ir aliuminio palyginimas investuojant:
Skaityti daugiau

Sprendimai, skirti pagerinti investicijų atrankos talentų novatoriškumą
Šiuo metu technologija vis dar yra didžiausia investicijų liejimo pramonės problema mūsų šalyje. Nors mes visada pelnome gerą reputaciją iš užsienio investicijų liejimo specialistų, vis dar yra tam tikros blogos įtakos technologijų trūkumas. Taigi, jei norime išplėsti investicinio liejimo rinką , turime pagerinti talentų novatoriškumą.
Skaityti daugiau
Investicinė liejimo formų pramonė
Tobulėjant vietinei investicinio liejimo pramonei ir liejimo formų pramonei, taip pat sparčiai tobulinama susijusi įranga, tokia kaip vertikalus ir portalinis apdirbimo centras, CNC tekinimo staklės, kurios labai pagerina investicinio liejimo pramonės tikslumą ir gylį.
Skaityti daugiau